化工行业是现代工业不可或缺的一部分,而化工设备则是推动其发展的核心动力。根据设备的功能和作用,我们可以将化工设备大致分为以下几类:
反应设备反应设备是化工生产中最为重要的部分之一。在反应器中,原料通过一定的条件下发生化学反应,生成目标产品。常见的反应设备包括常压反应器、高压反应器和连续流动反应器等。不同的反应器适用于不同类型的反应,工程师需要根据具体的生产需求来选择合适的反应设备。
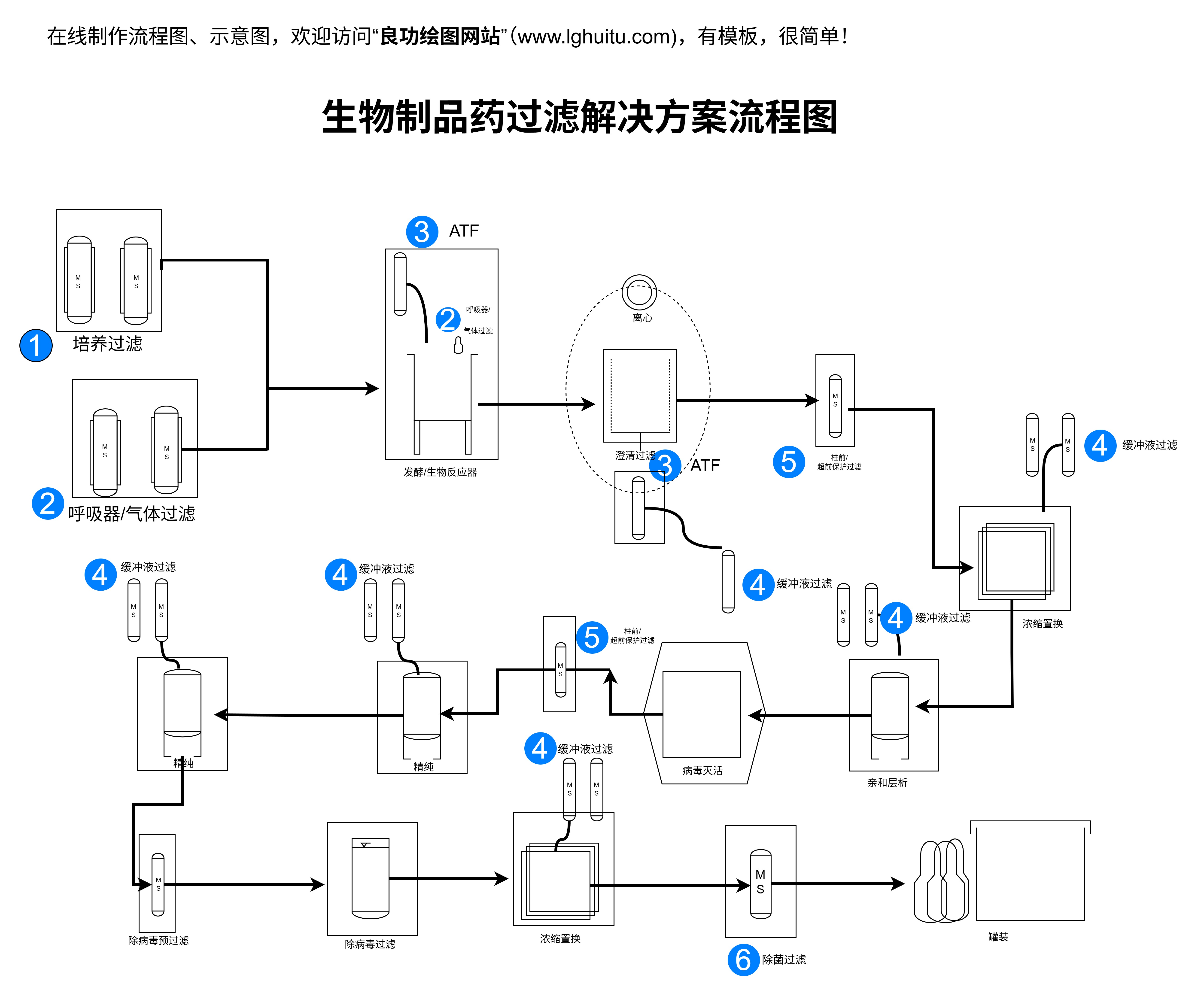
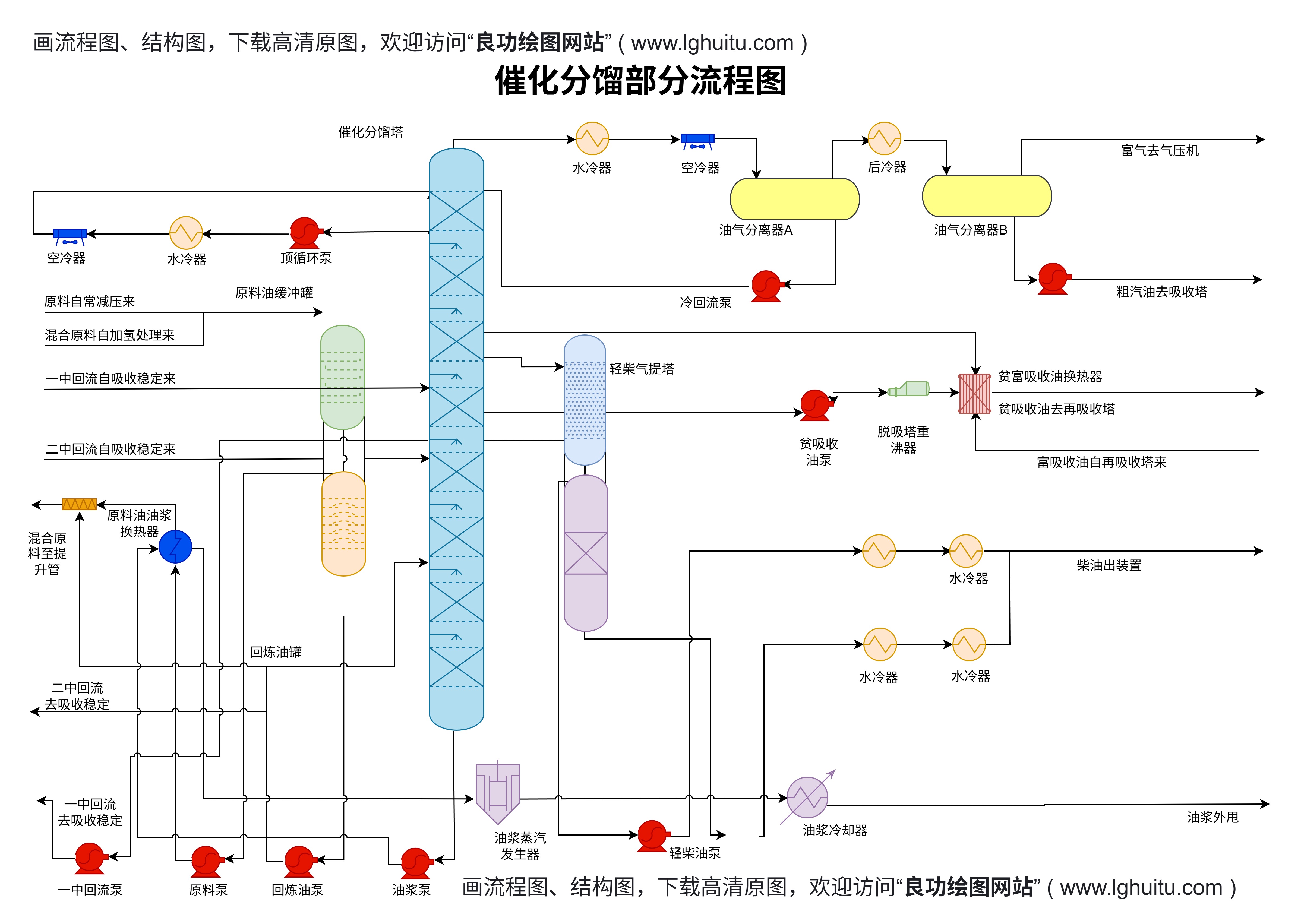
分离设备在大多数化工生产过程中,反应之后的混合物通常需要进行分离,以提纯目标产品。这一过程中,分离设备的作用至关重要。离心分离器、蒸馏塔和过滤器都是常用的分离设备。通过这些设备,混合物中的杂质和副产品可以有效去除,保证最终产品的纯度。
传热设备传热设备的主要功能是控制和调节化学反应过程中的温度,以保证反应的顺利进行。常见的传热设备包括换热器、冷却器和加热器等。在化工生产中,适当的温度可以提高反应速率和产品的产量,因此选择合适的传热设备非常重要。
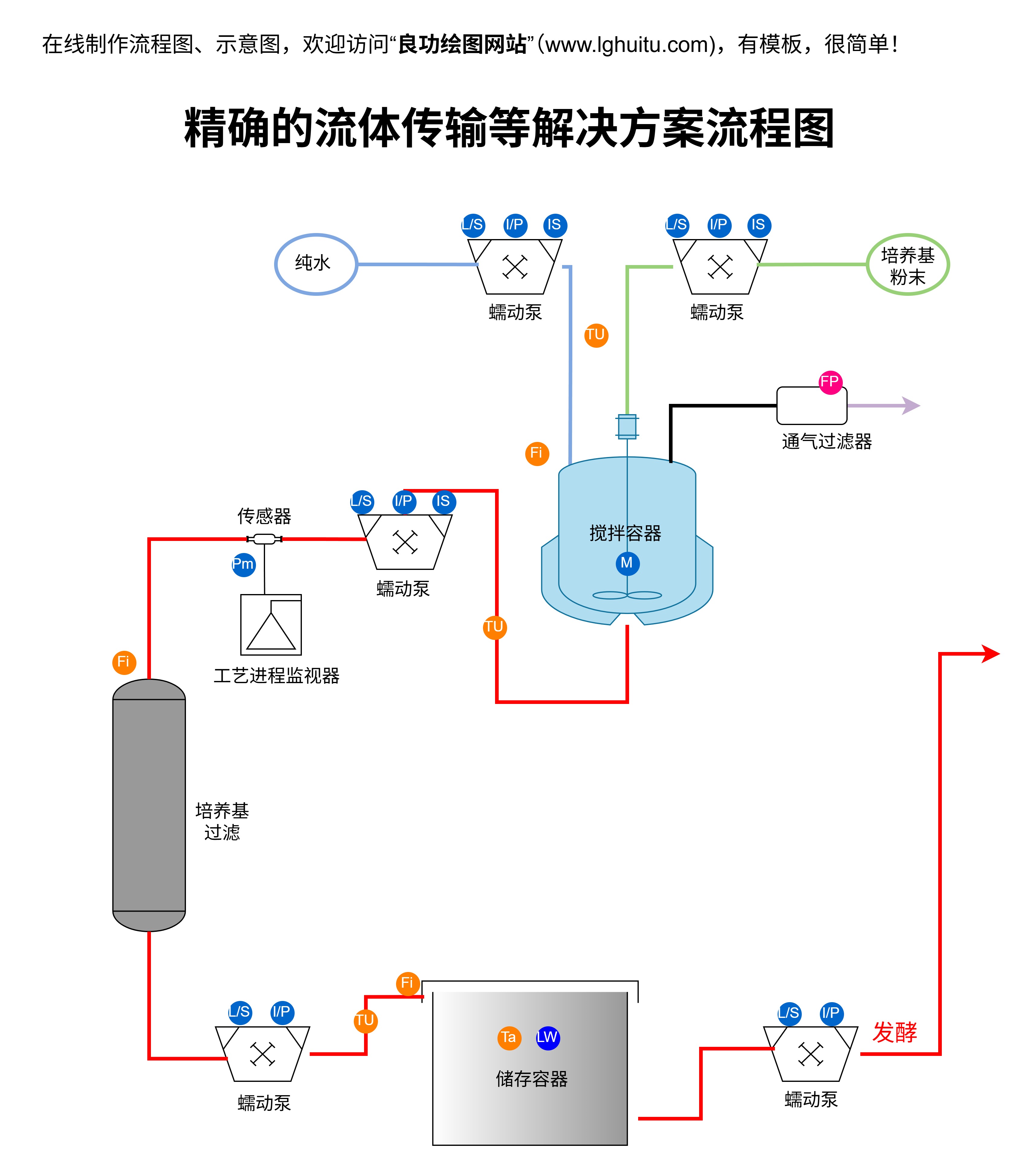
储存和输送设备储存和输送设备用于原材料和成品的搬运和存放。高质量的储罐、管道和输送泵可以有效地保障物料的安全和流通。在现代化工生产中,物料的流动性至关重要,合理的储存和输送方式能够大大提高生产效率。
控制和监测设备化工设备的自动化和智能化是近年来的发展趋势。控制系统和监测仪器的应用,能够实时监测生产过程中的各种参数,及时调整反应条件,确保产品质量。现代化工设备配备的PLC(可编程逻辑控制器)和DCS(分布式控制系统)使得生产过程更加高效和安全。

通过以上分类,我们可以看到化工设备在整个生产流程中的作用。无论是反应、分离、传热,还是储存与控制,不同类型的设备都有其独特的功能和重要性。
随着科技的不断进步,化工设备的应用领域也在不断拓展。从传统的化工产品生产到现代的新材料、新能源的开发,各类化工设备在其中扮演着不可或缺的角色。
新材料的生产在现代化工行业中,新材料的开发引领着整个行业的发展方向。高性能塑料、复合材料和生物材料等新型材料的生产均离不开尖端化工设备的支持。这些设备不仅提高了生产效率,还改善了产品质量,使得新材料的应用范围越来越广泛。
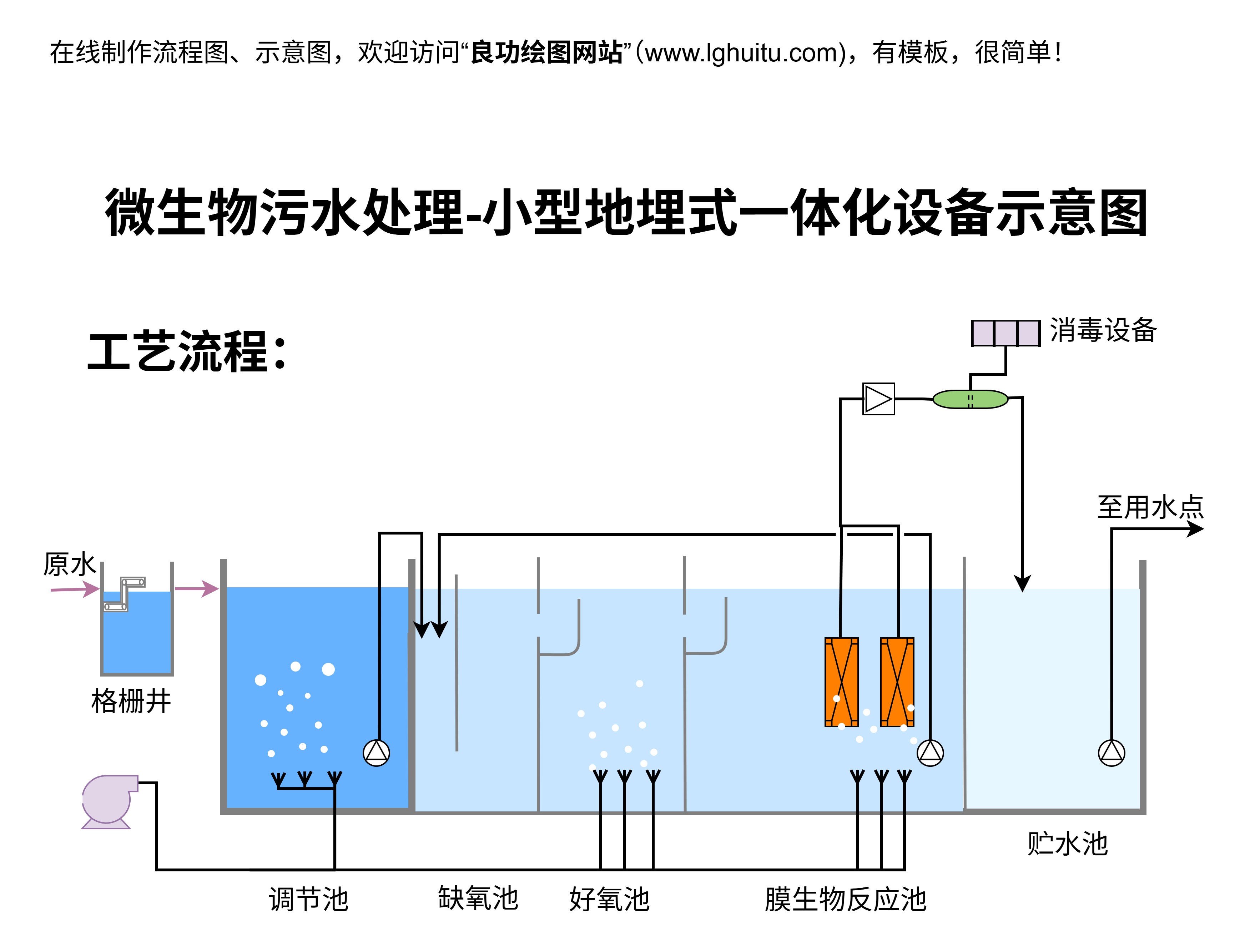
环保与节能面对全球日益严峻的环境问题,环保和节能成为化工行业发展的重要目标。先进的化工设备,如高效的催化反应器和能量回收装置,能够有效减少生产过程中的能源消耗和废物排放。这不仅符合可持续发展的要求,也为企业降低了生产成本,创造了经济效益。
智能化与数字化随着物联网和大数据技术的兴起,化工设备的智能化和数字化发展势不可挡。通过大数据分析和人工智能技术,企业可以实现生产过程的自动化监控与优化,提高产能和产品的一致性。智能化设备在故障诊断和维护方面也展现出巨大的潜力。
市场需求的变化近年来,全球市场对于高质量化工产品的需求不断上升,使得化工设备的研发和应用也要适应新的市场趋势。例如,在制药行业,对设备的洁净和安全性要求更高,相应的设备也需具备更高的可靠性和技术标准。这样的市场变化驱动着设备制造商不断创新,推动整个行业向更高的标准迈进。
未来展望未来,化工设备将会朝着更高效、更环保和更智能的方向发展。随着新技术的出现,设备的性能和功能将不断提升,以适应日益变化的市场需求。企业在选择和更新设备时,也会更加注重设备的整体经济性和环保性。
化工设备的分类和应用是一个庞大而复杂的体系,随着科技的发展,这一领域也在不断创新和进步。化工设备不仅是现代工业的重要组成部分,更是在推动社会进步和经济发展的关键力量。