在现代化工行业中,化工设备的选择和应用至关重要。随着科技的快速发展和全球经济的不断变化,化工设备经历了长足的进步。从简单的传统设备到智能化、自动化的高端装备,化工设备的演变不仅提高了生产效率,还推动了行业的可持续发展。

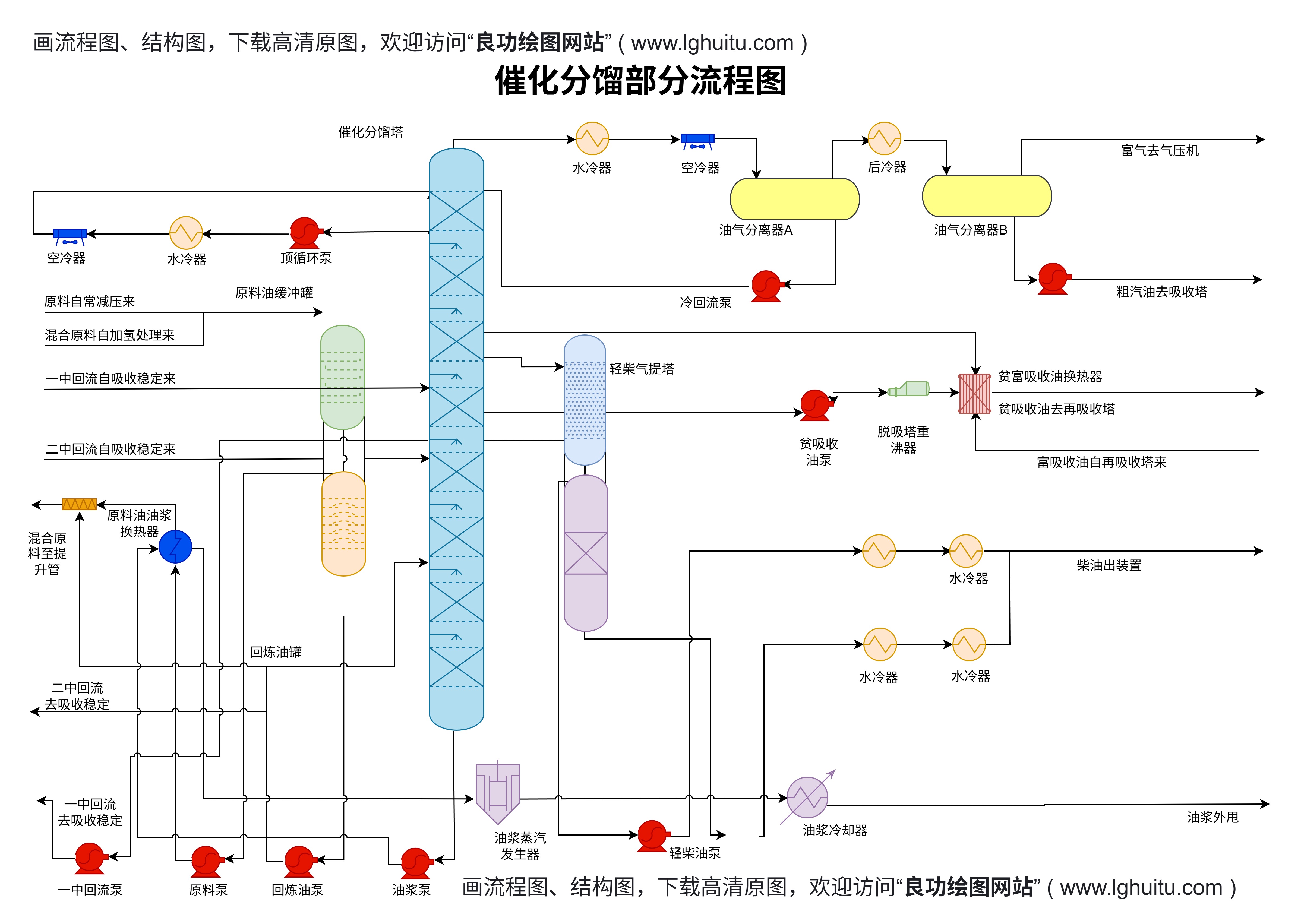
如今,化工设备的种类繁多,包括反应器、分离设备、换热器及储存设施等。每种设备在化工生产中都扮演着独特的角色。例如,反应器是化学反应的核心设备,它的设计和性能直接关系到反应效率和产品质量。而分离设备则负责将反应产物与未反应物分开,确保高纯度的产品和资源的最大利用。
在日益严格的环保法规和市场需求下,化工设备的创新显得尤为重要。现代化工设备不仅要满足高效、经济的生产要求,还必须具备高环保标准。此时,智能制造与数字化技术的崛起为化工设备的改造提供了新的机遇。智能化的设备能够通过实时监测和数据分析,优化生产流程,降低能耗和排放,实现真正的绿色生产。
与此随着全球对可持续发展关注的加深,许多企业开始重视循环经济的理念。化工设备的设计恰好满足了这一需求。例如,废热回收系统和绿色催化剂的应用,不仅改善了生产过程中的能源利用效率,还减轻了环境负担。这种转变不仅改变了企业的生产方式,还推动了整个行业的转型升级。
除此之外,行业内的合作也愈加显得重要。很多企业通过外包、联盟等形式,与设备制造商及科研机构共同开发新型化工设备。这种跨界合作使得设备的创新步伐不断加快,为企业带来了更多的发展机会。
从传统到现代,化工设备的发展紧随时代步伐。在技术创新与可持续发展的双重驱动下,化工设备的未来将更加光明。随着智能化、自动化和环保理念的普及,化工设备将在化工行业中扮演更加重要的角色。
随着全球化的进程加快,化工设备的国际市场也日益扩大。各国企业为了提升市场竞争力,纷纷加大对化工设备的投资。这不仅推动了行业资金流动,也促进了技术的交流与共享。通过引进国外先进技术和理念,许多国内企业实现了生产效率的大幅提升。这一切使得化工设备在推动全球化工行业进步方面发挥了重要作用。
在此背景下,设备的维护与管理也成为一个不可忽视的话题。随着设备的复杂性不断增加,如何精准有效地进行设备管理已成为企业必须面对的挑战。引入大数据技术和物联网(IoT),能够实现对化工设备的实时监控与维护,减少故障发生率,提高设备的使用寿命和生产效率。
例如,通过传感器采集的数据,企业可以预测设备的故障类型,及时进行维修,从而降低停机时间,保证生产的连续性。
随着信息技术的发展,化工设备的智能化水平不断提高。人工智能(AI)和机器学习的运用,使得设备能够在“学习”中不断优化生产。例如,一些先进的化工设备配备了自适应控制系统,可以根据实时环境变化自动调整运行参数,最大限度地提高设备的生产效率和安全性。
化工设备的培训与人才培养也需要与时俱进。在持续变化的市场环境中,员工的技能与知识更新至关重要。企业应加大对员工的培训和职业发展的投入,以提高其对新设备、新技术的适应能力,增强整体竞争力。
化工设备作为现代化工产业的关键组成部分,对行业的可持续发展、技术创新与市场扩展起着至关重要的作用。未来,随着科技的不断进步与市场需求的变化,化工设备必将与时俱进,助力整个行业实现更加辉煌的成就。